诸城市隆鑫环保机械科技有限公司
Zhucheng Longxin Environmental Protection Technology Co., Ltd
现货供应
 全国销售热线 15966164777
全国销售热线 15966164777 


联系我们
联系人: 段经理
电话:0536-6593388
传真:0536-6593388
手机:15966164777
邮箱:2119755318@qq.com
地址: 山东省诸城市龙都街道董家崖头工业园

扫一扫添加微信


屠宰废水处理案例
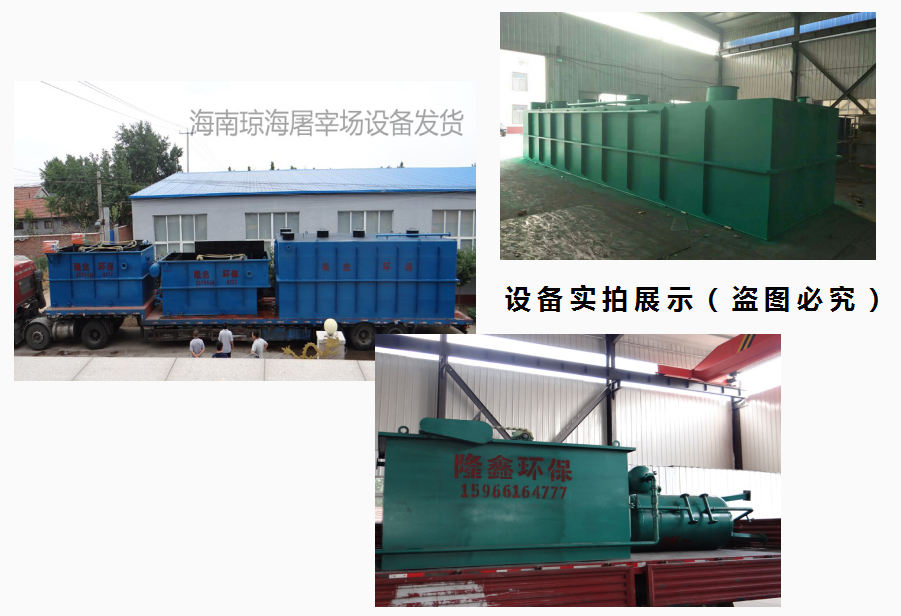
项目名称:河北某屠宰污水处理工程
治污种类:屠宰废水水以及粪便废水
处理规模:日处理量90吨
执行标准:《城镇污水处理厂污染物排放标准》(GB18918-2002)二级标准
处理工艺:采用预处理+厌氧处理+好氧处理+生化度处理的处理工艺
项目简介:生猪屠宰厂污水处理工程,该工程处理水量为90m³/d,处理效果达到《城镇污水处理厂污染物排放标准》(GB18918-2002)二级标准。
生猪屠宰厂污水处理特点及难点
屠宰废水主要来自屠宰后清洗、解体冲洗、内脏清洗和地面冲洗以及牲畜粪便废水等废水。废水中含有大量的有机物质,主要成分有:动物粪便、血液、动物内脏杂物、畜毛、碎皮肉和油脂等有机物,属于高浓度有机废水。废水呈褐红色,具有较强的腥臭味。这些废水中的脂肪、蛋白质等物质不经过处理,直接排入水体,将对其周围水体造成严重富营养化,严重破坏水体。
进水水质及出水水质
|
参数(mg/L) |
COD |
BOD |
SS |
NH3-N |
大肠杆菌 |
pH |
|
进水水质 |
1000~2200 |
500~1000 |
300~600 |
10~600 |
1.0*10³~1.8*10³ |
6.0~9.5 |
|
出水水质 |
≤80 |
≤30 |
≤60 |
≤15 |
0.5 |
6.0~9.0 |
解决方案及技术工艺
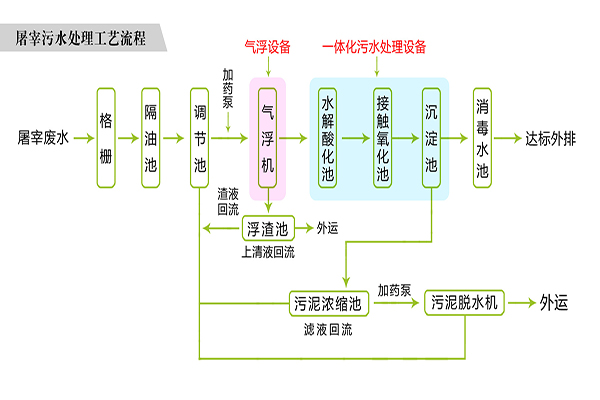
根据对该生猪屠宰厂的实际考察,通过现场调查和资料查找,以及当地市环境监测站监测数据综合分析,我公司技术组为该生猪屠宰厂制定了对应的工艺流程,有效的解决了该生猪屠宰厂屠宰废水的处理问题。该生猪屠宰废水一般呈红褐色、有难闻的腥臭味,含有大量的血污、油脂、皮毛、肉屑、骨屑、内脏杂质、未消化的食物、粪便等污物,导致有机物和固体悬浮物含量较高,且高浓度有机质又不易降解。另外,它与其他高浓度有机废水的不同之处在于它的NH3-N浓度较高,因此在工艺设计中应充分考虑NH3-N对废水处理造成的影响和其去除。因此本工程污水处理系统采用预处理+厌氧处理+好氧处理+生化度处理的工艺流程。
处理工艺流程
处理后的效果
本次为该生猪屠宰厂设计的污水处理系统出水水质较好,主要水质指标可以达到排放标准,能很好的适应进水水质不稳定,系统出水可达到污水排放级标准,有效的解决了该类废水的现实情况。根据实际要求及设计工艺,对该生猪屠宰厂采用的“预处理+厌氧处理+好氧处理+生化度处理”工艺,以提高水质,满足出水达标要求并保证该套污水处理系统长期稳定运行。
结论
(1)该生猪屠宰厂废水采用“预处理+厌氧处理+好氧处理+生化度处理”的工艺流程,处理效果好,设备投资低。再设置消毒强化出水效果,出水各指标完全能够满足排放标准要求。
(2)本工程冬季运行时,进入反应系统内的水量较小(50m3/d),但水温较低,要采取相应措施保证厌氧反应器的正常运行。可在厌氧反应器内设置热水盘管加热,该系统的热源可补充寒冷时节厌氧反应器的热量,以保证厌氧反应器内的水温。
- 返回顶部
- 0536-6593388
- 在线咨询
- 微信二维码

-
关于我们
公司介绍 产品展示 新闻资讯 -
快速链接
实际案例 站点地图 后台管理 -
联系方式
电话:0536-6593388 手机:15966164777地址:山东省诸城市龙都街道董家崖头 -
诸城市隆鑫环保机械科技有限公司
Zhucheng Longxin Environmental Protection Machinery Technology Co., Ltd
Copyright ©诸城市隆鑫环保机械科技有限公司All rights reserved